共通事項
 溶接材料は、BRリング?FDリングの基準(zhǔn)強(qiáng)度(325N/mm²)を満足するものを使用してください。
溶接材料は、BRリング?FDリングの基準(zhǔn)強(qiáng)度(325N/mm²)を満足するものを使用してください。SA440:建築構(gòu)造用高性能590N/mm²(SA440)設(shè)計?溶接施工指針 2004年版(日本鉄鋼連盟)
TMCP鋼:グレード別の適用範(fàn)囲と別記事項(日本鉄骨評価センター)
その他:鉄骨工事技術(shù)指針?工場製作編(日本建築學(xué)會)
共通事項
フリードーナツゼロプラグ溶接のポイント
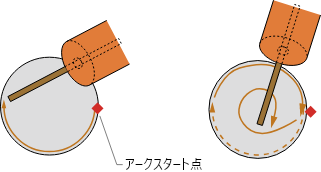
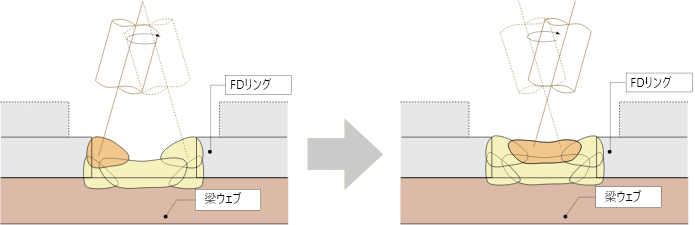
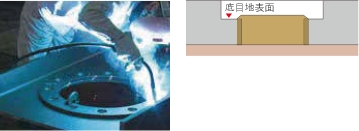
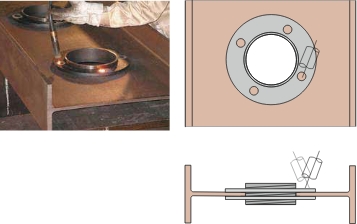
プラグ溶接は、多パスとせず、アークスタートから余盛を形成するまで連続して行ってください。プラグ溶接は、トーチ角度を20°~30°に保ちながら、円を描くようにプラグ溶接孔底部からFDリング厚さ方向に徐々に進(jìn)んでいきます。層ごとのポイントは以下の通りです。

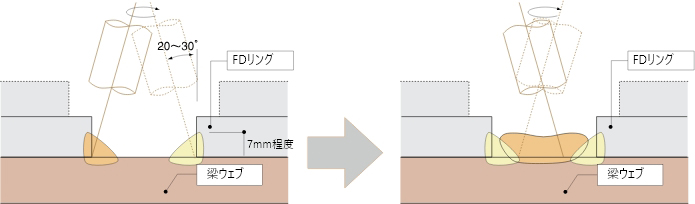
初層は、特に注意を払い、十分な溶け込みを確保します。

初層の溶接から休止せず、連続して行います。


クレーター処理の要領(lǐng)で適切な余盛を確保します。
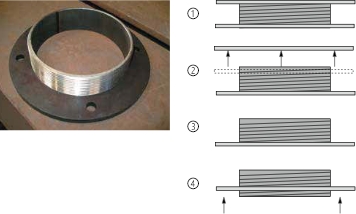
仕上り例(斷面マクロ)

A?Bタイプ

Cタイプ
仕上り例(斷面マクロ)
φ100~φ400片側(cè)補(bǔ)強(qiáng)
フリードーナツエイトの施工手順 BR100K~BR400K
1梁ウェブの孔あけ
フリードーナツエイトの取付位置を確認(rèn)し、梁ウェブにけがきし下孔をあける。
下孔徑は表の寸法とし、管理許容差 は±2mmとする。下孔まわりのバリをグラインダー等で取り除き、BRリングとの接觸面およびBRリング外周の隅肉溶接部の浮きさび、ペイント等を除去する。| 製品記號 | 下孔徑(mm) |
|---|---|
| BR100K | (50~)100※ |
| BR125K | (75~)125※ |
| BR150K | (100~)150※ |
| BR175K | (100~)175※ |
| BR200K | (150~)200※ |
| BR225K | (150~)225※ |
| 管理許容差 | ±2mm |
| 製品記號 | 下孔徑(mm) |
|---|---|
| BR250K | (200~)250※ |
| BR275K | (200~)275※ |
| BR300K | (250~)300※ |
| BR350K | (300~)350※ |
| BR400K | (350~)400※ |
| 管理許容差 | ±2mm |
※下孔徑は( )に記載の範(fàn)囲で小さくすることが出來る。
2位置決め
梁けがき線とリング外周角部を合わせる。
BRリングをシャコ萬等を用いて梁ウェブに密著させる。BRリングの外周面と梁ウェブとの隙間(肌すき⊿e)は1mm以下とする。またBRリングと貫通孔中心のずれ(⊿e0)の許容差は2mm以內(nèi)とする。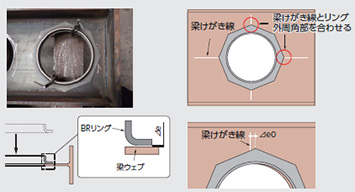
3組立て溶接
BRリング外周に組立て溶接を行う。
組立て溶接は等間隔に3~4ヶ所、1ヶ所の長さは40mm以上、1パスとし、ショートビードにならないように注意する。
4本溶接
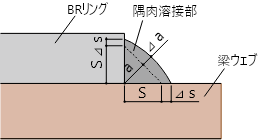
BRリングの外周を全周隅肉溶接する。各BRリング部材それぞれに定められた必要隅肉溶接サイズ(S)以上の溶接を行う。隅肉溶接サイズは、表に記載の通りとし、必要隅肉溶接サイズ(S)の許容差(⊿s)および余盛の高さ許容差(⊿a)は、≦⊿s、0≦⊿aとする。

| 製品記號 | 隅內(nèi)溶接 サイズ(mm) |
|---|---|
| BR100K | 4以上 |
| BR125K | |
| BR150K | |
| BR175K | 5以上 |
| BR200K | |
| BR225K | |
| BR250K | |
| BR275K | |
| BR300K | |
| BR350K | |
| BR400K |
5検査
スラグ?スパッタを除去し、清掃する。溶接部の検査は、目視による外観検査とする。

φ420~φ580片側(cè)補(bǔ)強(qiáng)
フリードーナツゼロの施工手順 FD420Ns~FD580Ns
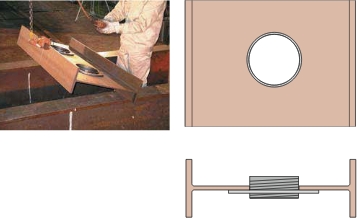
1梁ウェブの孔あけ
フリードーナツゼロの取付位置を確認(rèn)し、梁ウェブにけがきし下孔をあける。
下孔徑は表の寸法とし、管理許容差は±2mmとする。下孔まわりのバリをグラインダー等で取り除き、FDリングとの接觸面の浮きさび、ペイント等を除去する。※Φ420~Φ580両側(cè)補(bǔ)強(qiáng) フリードーナツゼロ の施工手順と同様です。
Φ420~Φ580両側(cè)補(bǔ)強(qiáng)はこちら>

| 製品記號 | 下孔徑(mm) |
|---|---|
| FD420N FD420Ns |
(400~)430※ |
| FD500N FD500Ns |
(450~)510※ |
| FD580N FD580Ns |
(550~)590※ |
| 管理許容差 | ±2mm |
※下孔徑は( )に記載の範(fàn)囲で小さくすることが出來る。
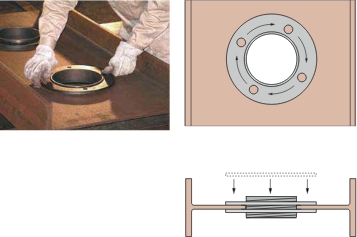
2位置決め(表面)
FDリングのプラグ溶接孔をけがき線にあわせる。FDリングをシャコ萬等を用いて梁ウェブに密著させる。FDリングと梁ウェブの隙間(肌すき⊿e)の許容差は1mm以內(nèi)とする。プラグ溶接孔內(nèi)に組立て溶接をしない。※FDリングを1枚で、且つ連続孔を同一面に溶接すると梁が歪む場合があります。
※Φ420~Φ580両側(cè)補(bǔ)強(qiáng) フリードーナツゼロ の施工手順と同様です。
Φ420~Φ580両側(cè)補(bǔ)強(qiáng)はこちら>
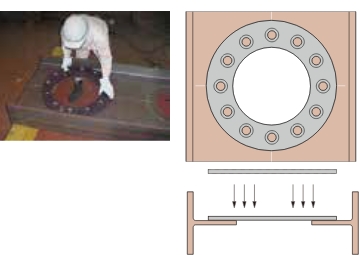
3プラグ溶接
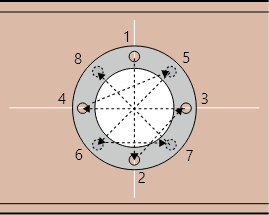
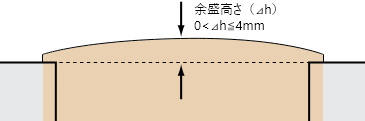
FDリングの溶接孔(全箇所)をプラグ溶接する。プラグ溶接は底目地の表面より規(guī)定する余盛を確保するよう行う。
※余盛高さ(⊿h)は、0mm<⊿h≦4mmとしてください。
※Φ420~Φ580両側(cè)補(bǔ)強(qiáng) フリードーナツゼロ の施工手順と同様です。
Φ420~Φ580両側(cè)補(bǔ)強(qiáng)はこちら>
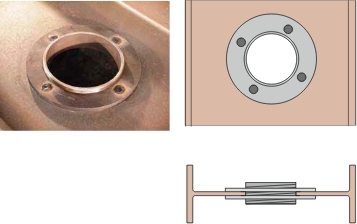
4検査?完成
スラッグ?スパッタを除去し、清掃する。溶接部の検査は、目視による外観検査とする。

φ100~φ390両側(cè)補(bǔ)強(qiáng)
フリードーナツゼロの施工手順 FD100N~FD390N
1梁ウェブの孔あけ
フリードーナツゼロの取付位置を確認(rèn)し、梁ウェブにけがきし下孔をあける。
下孔徑は表の寸法とし、管理許容差は±2mmとする。下孔まわりのバリをグラインダー等で取り除き、FDリングとの接觸面の浮きさび、ペイント等を除去する。
| 製品記號 | 下孔徑(mm) |
|---|---|
| FD100N | 117 |
| FD125N | 142 |
| FD150N | 168 |
| FD175N | 193 |
| FD200N | 219 |
| FD250N | 270 |
| FD300N | 321 |
| FD340N | 358 |
| FD390N | 409 |
| 管理許容差 | ±2mm |
2フリードーナツの準(zhǔn)備
FDスリーブにセットされているFDリングを1枚外し、もう片方のFDリングの位置を調(diào)整する。FDリングの位置は、梁ウェブの厚みを考慮しFDスリーブの両側(cè)の出がほぼ均等になるように調(diào)整する。
3位置決め(表面)
用意したフリードーナツゼロをウェブ孔に挿入し、FDリングの溶接孔をけがき線に合わせる。
FDリングを梁ウェブに密著させる。FDリングと梁ウェブの隙間(肌すき⊿e)は1mm以下とする。プラグ溶接孔內(nèi)に組立て溶接をしない。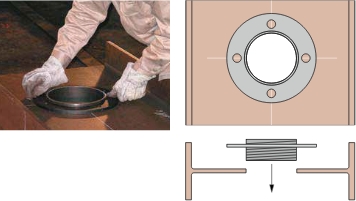
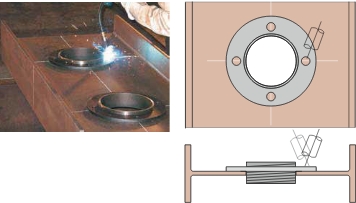
4プラグ溶接
FDリングの溶接孔(全箇所)をプラグ溶接する。プラグ溶接はFDリングの表面より規(guī)定する余盛を確保するよう行う。
5梁の反転
梁を反転する。
6位置決め(裏面)
2で取り外したFDリングをFDスリーブにねじ込み、梁ウェブと接觸するまで締め付ける。溶接孔を利用して追い締めする。
7プラグ溶接
FDリングの溶接孔(全箇所)をプラグ溶接する。プラグ溶接はFDリングの表面より規(guī)定する余盛を確保するよう行う。
8検査?完成
スラグ?スパッタを除去し、清掃する。溶接部の検査は、目視による外観検査とする。
Φ420~Φ580両側(cè)補(bǔ)強(qiáng)
フリードーナツゼロの施工手順 FD420N~FD580N
4梁の反転
梁を反転する。

5位置決め(裏面)
もう片方のFDリングをシャコ萬等を用いて梁ウェブに密著させる。
※溶接孔が、梁長さ方向に直交するようにセットする。
6プラグ溶接
FDリングの溶接孔(全箇所)をプラグ溶接する。プラグ溶接は底目地表面より規(guī)定する余盛を確保するよう行う。

7検査?完成
スラッグ?スパッタを除去し、清掃する。溶接部の検査は、目視による外観検査とする。

